


联系我们

聊城开发区洪祥铸造加工厂
手机:13061508319
邮箱:996994159@qq.com
地址:山东省聊城市李海务蔡庄
- 制造工艺
-
炉排厂家分享国外金属铸造工艺(一)
发布时间:2014-11-15 09:23 来源:www.sdhxzzc.com鸿翔铸造厂作为一家炉排厂家,在以后会定期为大家奉献国外铸造工艺的一些资料,由于我国对国外一些网站的限制,也许这些资料并不好找,但小编也会尽量收集,可能翻译过来的资料语句不是很通顺,但请大家谅解!炉排厂家-山东鸿翔铸造厂
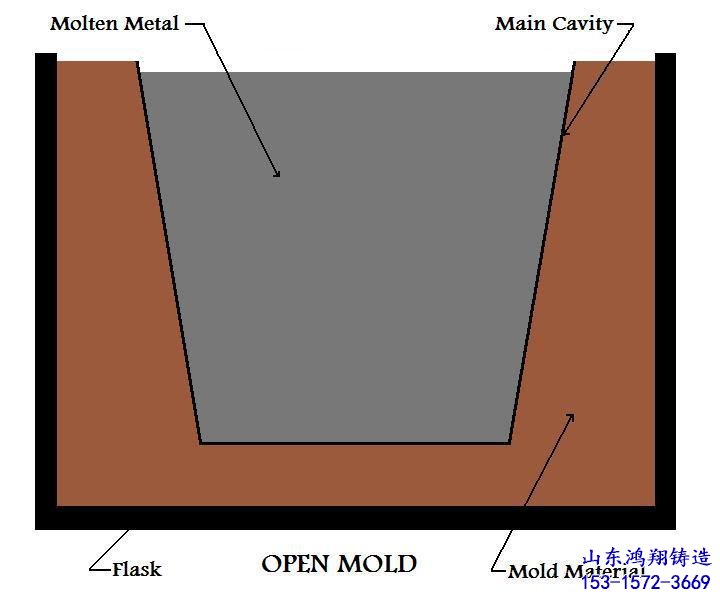
的模具成型为所期望的部分的几何形状。 熔融金属,然后倒入模具中,模具保持该材料的形状,因为它固化。 金属铸造创建。 虽然这看起来很简单,金属铸件的制造过程既是一门科学也是一门艺术。 让我们开始我们的金属的研究与模具铸造。 首先,模具可以被分类为开放或封闭的。 一个开放的模具是一个容器,如杯,具有所期望的部分的唯一形状。 熔融的材料直接注入到模腔中被暴露于外界环境。图:1
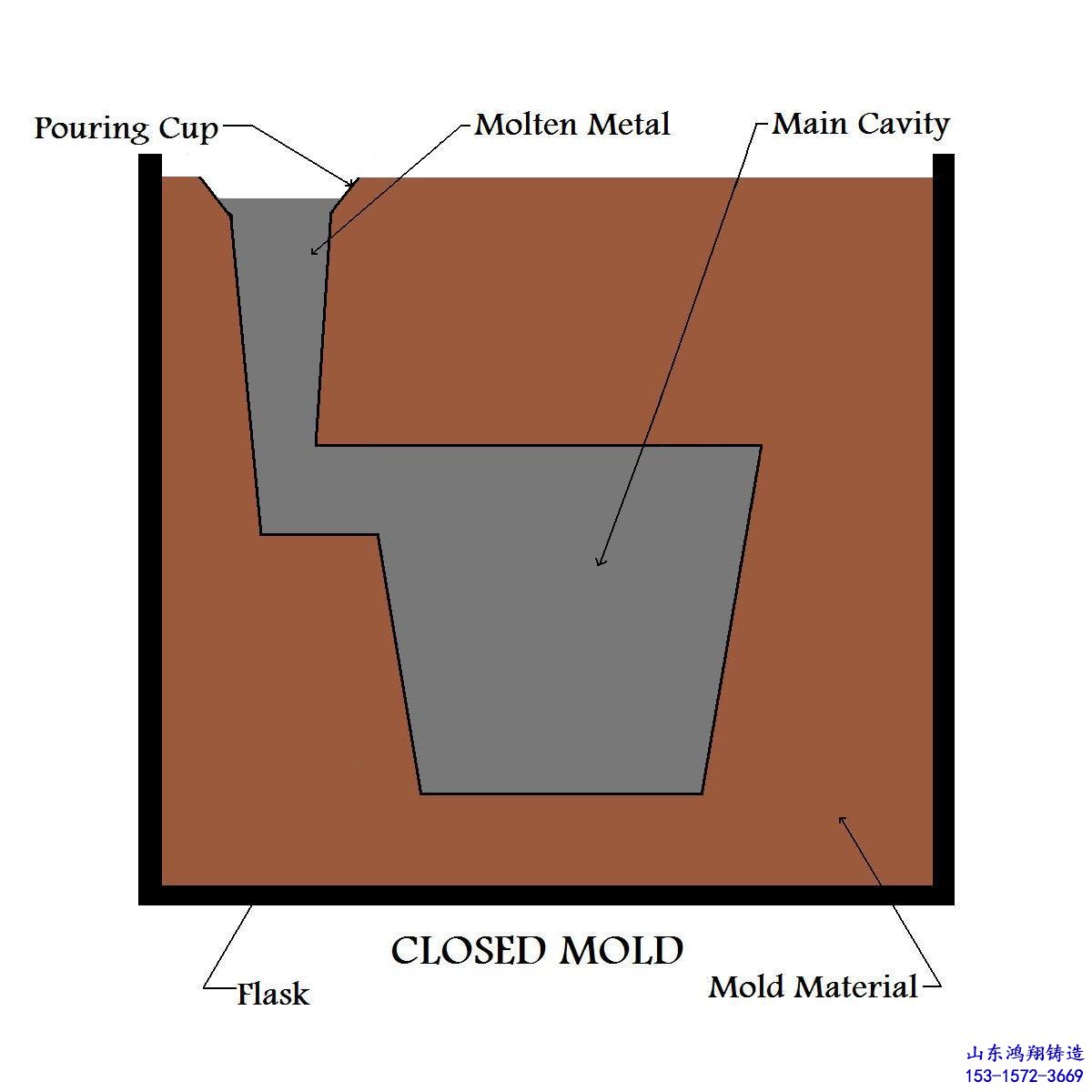
这种类型的模具是很少使用在制造生产,特别是对于任何质量水平的金属铸件。 其他类型的模具是一个封闭的模具,它包含一个输送系统,用于将熔融材料到达模腔,其中的一部分会在模具内硬化。 一个非常简单的闭合模示出在图2中封闭的模具是,到目前为止,更重要的在制造金属铸件的操作。
图:2
有在零件的制造中使用了许多不同的金属铸造工艺。 的方法的两个主要的分支可以通过它们使用的模具的基本性质进行区分。 有消耗型铸造和永久模铸造。 正如其名称所暗示的,消耗性的模具被用于仅一个金属铸件,而永久模具被用于许多。 当考虑生产过程,也有优点和缺点两个。
消耗性模具 - 可以产生只有一个金属铸造
- 砂,石膏,或其他类似材料制成
- 粘合剂,用来帮助材料保持其形式
- 模具是金属凝固的必须销毁,除去铸件
- 更复杂的几何形状是可以用于铸造
永久模 - 可以制造许多金属铸件
- 通常由金属或有时一耐火陶瓷的
- 模具具有截面,可以打开或关闭,从而允许除去铸件的
- 需要开模具的限制部分的形状
图案:
消耗性模具需要某种模式。 模,其中熔融金属将凝固的内部空腔,通过该图案的印象而形成。 图案设计是至关重要的消耗由金属模具浇铸成功制造。 模式是要生产的金属铸件的几何复制品。 它是由稍微尺寸过大,以补偿将发生在金属的铸造的凝固过程中的收缩,并且无论使用何种材料,这将在之后加工切断铸件的量。 虽然机械加工将增加一个额外的过程的部分的制造,加工可以提高表面相当的光洁度和零件尺寸。 此外,增加了机器光洁度津贴将帮助补偿未知变量中的收缩率,并减少麻烦,从金属铸件可能已经原本太薄或复杂的区域。模型材料:
从该图案制作材料是依赖于模具和金属铸造过程中,铸件的几何形状和大小,所要求的尺寸精度和金属铸件数的类型来使用图案来制造。 图案可以由木材制成,像松(软木),或红木(硬木),各种塑料,或金属,如铝,铸铁,或钢制成。 在大多数制造操作,图案将被涂布剥离剂 ,以便于从模具中除去它们。核心:
为金属铸件内部几何芯使用。 核心是一个复制品,(实际上逆)中,待铸造的零件的内部特征。 像的图案,芯体的尺寸被设计成容纳为收缩在金属铸造过程中。 不像一个图案,芯留在模具而金属被倾倒。 因此,一个芯通常由相同的材料作为模具。 一旦金属铸造已硬化,芯被分解并去除很像模具。 取决于铸件内芯的位置和几何形状,可以要求它在操作过程中支承,以防止其移动或移位。 结构支撑的核心固定到位被称为项圈 。 的型芯撑是具有较高熔融温度比铸造的材料的材料制成的,并成为吸纳进部分,当它变硬。 注意,当制造一个金属带永久模铸造过程中,核心将模具本身的一部分。模具:
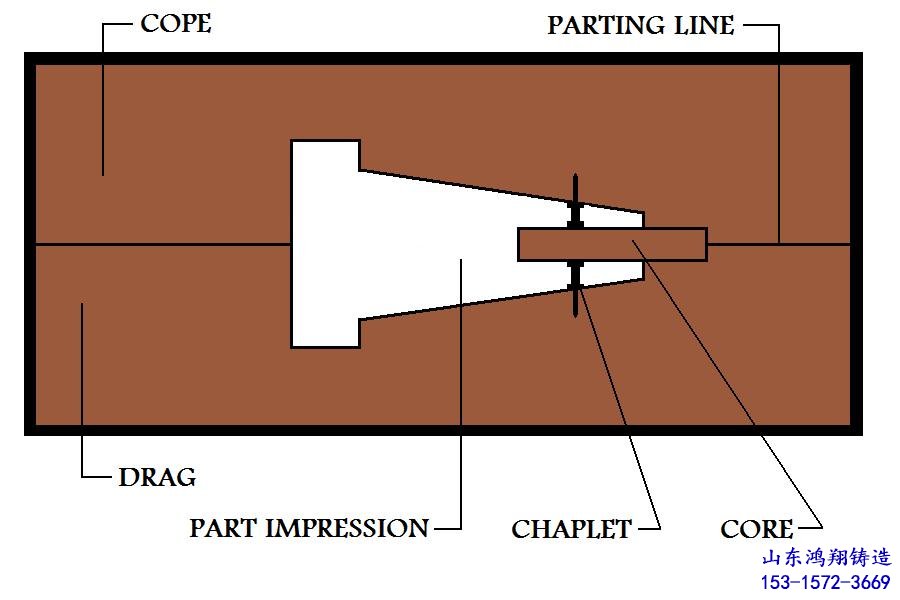
一个典型的模具示于图3。图:3
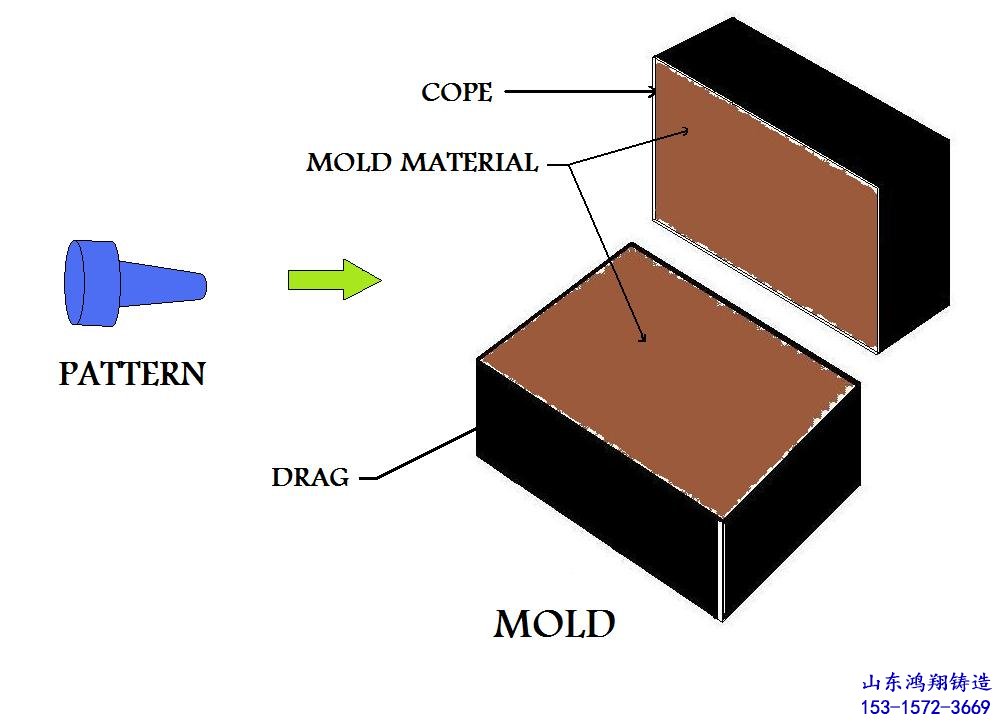
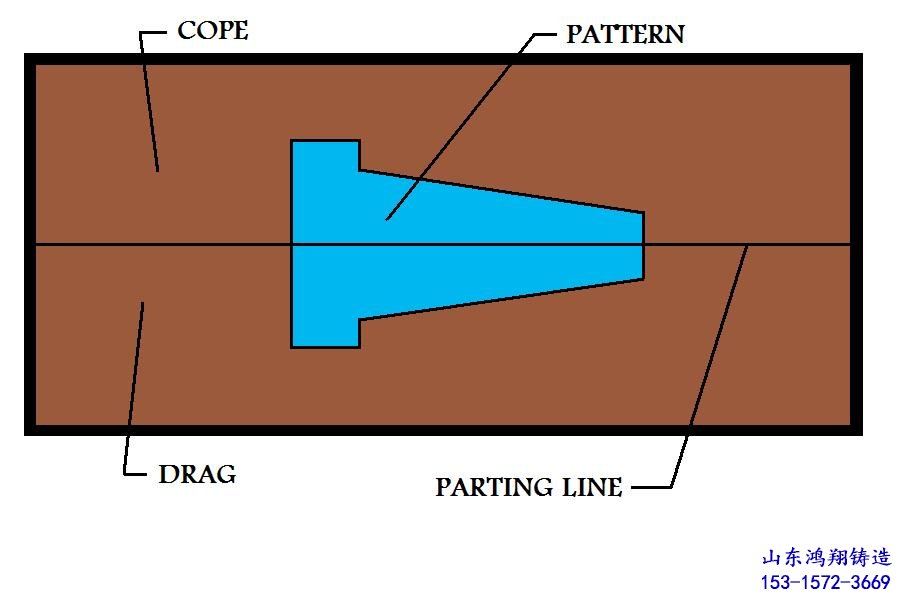
当由金属铸件的制造方法,考虑到模具的是必不可少的。 的图案被放置在模具中并在模具材料被它周围的包装。 该模具包括两个部分,所述阻力(底部),并且该上砂(顶部)。 之间的砂箱合模线允许要打开的模具和一次压印已被除去的图案。
图:4
芯被放置在金属铸造中除去的图案之后。 图5示出了图案压印用到位的核心。
图:5
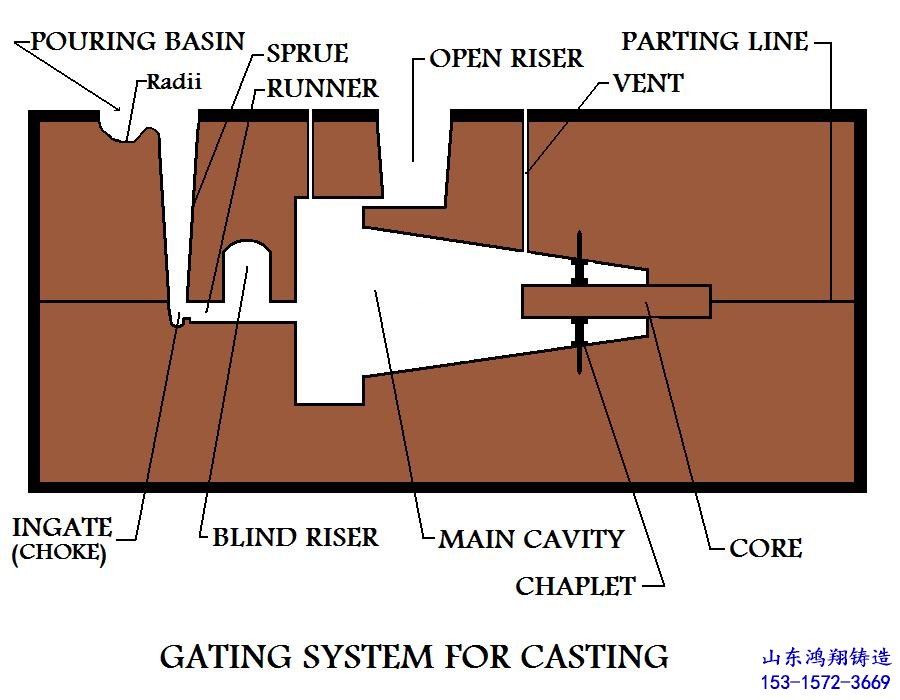
现在压印模具中包含的部件的所有的几何形状要铸造。 该金属铸造设置,但是,是不完整的。 为了使该模具是功能性来制造一个铸件,除该部分的印象,在模腔也需要包括一个门控系统。 有时浇注系统将通过手工或在更熟练的制造程序进行切割,浇注系统将被引入到图案连同一部分。 基本上,所述金属铸造过程中浇注系统的功能,以促进在熔融材料流入模腔中。
元素的门控系统:
浇盆:
这是用于制造该部件的熔融金属进入模具。 浇注槽应具有一个半径的突起在其周围,以减少紊流。下来浇口:
从浇注槽,熔融金属的铸造行进通过向下浇道。 这应该是锥形的,以便它的横截面的减小,因为它不用向下。浇口文章:
在浇口基地下来浇口结束。 正是在这里,铸件的内腔开始。内浇道/节流区域:
一旦在主流道的基础上,将熔融的材料必须通过内浇口以进入所述模具的内部区域。内浇道是用于金属铸造过程中的流量调节很重要。参赛者:
跑步者是液体金属分配到模具内的不同区域的通道。主腔:
实际部分待铸造的印象经常被称为主腔。通风口:
通风口帮助,以帮助从它们的熔融金属在金属铸造过程中的凝固阶段排出的气体的逸出。立管:
立管的熔融物料的储存。 它们喂这种材料在模具的部分,以补偿收缩的铸件凝固。有不同的分类进行立管。
顶立管:即饲料的金属铸件从顶部立管。
方立管:即饲料的金属铸件从侧面立管。
盲立管:即完全在模具内包含的立管。
开立管:立管是从顶部向外部环境开放。
图6示出了与它的所有功能,准备用于金属铸造的模具中。
图:6
以上由炉排厂家鸿翔铸造,为大家整理收集,希望对您有所帮助!炉排采购电话:15315723669