


联系我们

聊城开发区洪祥铸造加工厂
手机:13061508319
邮箱:996994159@qq.com
地址:山东省聊城市李海务蔡庄
- 制造工艺
-
锅炉配件铸件关于结构的工艺要求
发布时间:2014-10-01 14:38 来源:www.sdhxzzc.com一、锅炉配件铸造关于结构的工艺要求
进行锅炉配件铸件设计时,不仅要保证其工作性能和力学性能要求,还必须认真考虑锅炉配件铸造工艺和合金铸造性能对铸件结构的要求,并使锅炉配件铸件的具体结构与这些要求相适 应。锅炉配件的结构是否合理,即锅炉配件结构工艺性是否良好,对锅炉配件铸件的质量、生产率及其成本有很大的影响。当产品是大批量生产时,锅炉配件铸件的结构应便于采用机器造型;当 锅炉配件产品是单件、小批生产时,则应使所设计的铸件尽可能地在现有条件下生产出来。若某些锅炉配件铸件需要采用金属型铸造、压力铸造或熔模铸造等特种铸造方法时,还必须 考虑这些方法对锅炉配件铸件结构的特殊要求。
下面以砂型铸造为例,讨论锅炉配件铸件结构设计中的一些问题。
进行锅炉配件铸件设计时,必须使锅炉配件铸件结构能使制模、造型、型芯、合箱和清理等过程简化,以便保证锅炉配件铸件质量、降低成本,并为锅炉配件铸件的机械化生产创造条件。
1、锅炉配件铸件外形应便于取出型
锅炉配件铸件的外形应能满足使用要求、外形美观,但又能简化造型工艺,尽量避免操作费时的三箱、挖砂、活块造型以及使用外部型芯。
避免外部侧凹
锅炉配件铸件侧壁若有凹入部分必将妨碍起模,增加了铸造工艺的复杂性,故应力求避免。图5-20a)中所示的端盖,由于上部法兰边缘伸出而形成了侧凹,使铸件形成了两个分型面,通常要采用三箱造型。而b)中改进了设计,其仅有一个分型面,矿造型简便。
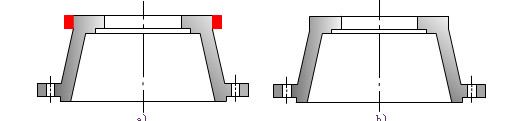
a) b) 图5-20 端盖铸件 分型面尽量平直
平直的全面不仅使造型省工、铸件误差小,且铸件的飞边毛刺少,减轻了锅炉配件铸件清理的工作量。图5-21a)中所示的支臂铸件,其最大截面在中间,而带长孔的支臂厚度甚小。由于木模的强度所限,所以在单件、小批生产时,不能采用较为简便的分模造型,必须进行挖膛造型。若按b)中改进设计,则可采用最为简便的整模造型。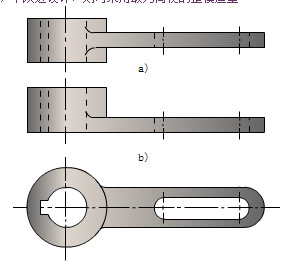
图5-21 支臂分型面的简化 改进凸台、筋条结构
锅炉配件铸件立壁上的凸台常常妨碍起模,以致必须采用活块造型,或者,增加外部型芯(如图5-22a)。若凸台与后面距离较近,则应将凸台延伸到分型面,如图b),这样便可顺利地取出模型,简化了工艺。有的设计人员在凸台、筋条设计中,忽略了起模的可能性,使得造型困难。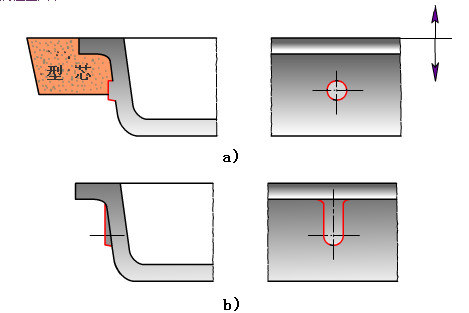
图5-22 凸台的改进 2、锅炉铸件内腔应使型芯数量少 ,并有利于型芯的固定和排气
锅炉配件铸件的内腔通常要由外加型芯来形成,这样就增加了型芯盒和型芯骨的制造、型芯砂制备、制芯、烘干、下芯等许多工序,这不仅增加了铸件成本,还延长了生产周期,这在单件、小批生产中影响尤为显著。因此,铸件的内腔结构应少用,甚至不用型芯。图5-23采用自带型芯工艺,节省了型芯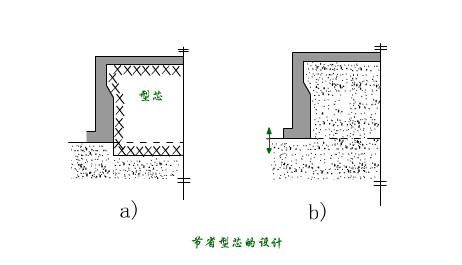
图5-23 节省型芯的设计
良好的锅炉配件铸件结构,除应能减少型芯数量外,还应使型芯在铸型中的位置牢固,以防型芯在金属液的冲击和浮力作用下发生上飘或错移。同时,型芯头必须能够提 供足够的排气通道,使浇注时所产生的气体能够通过型芯头迅速排出型外,以避免气孔。此外,还必须便于在铸件清理时取出型芯砂和型芯骨等。
图5-24为一轴承座,它可设计成不同的结构。图a)和b)为封闭式结构,其支臂必须采用型芯来形成内腔。
图a)轴孔和支臂内腔分别采用两个型芯来形成,其中支臂型芯呈悬臂式,必须用型芯撑来加固,使下芯、合箱费工。若按图b)所示结构,将上述两个型芯改进设计成一个整体,这不仅降低了型芯成本,而且型芯位置牢固,下芯、合箱简便,型芯排气通畅。
当采用图c)的开式结构来取代前述之闭式,结构,则可省去支臂型芯,使铸造更加简便。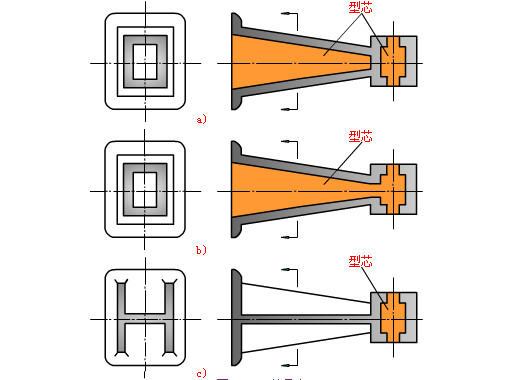
图5-24 轴承座
在某些情况下,型芯呈较大的悬臂或悬空状,缺乏必要的型芯头。此时,若过多地依靠型芯撑来加固,不仅增加了下芯、合箱的困难,而且,型芯难以排气,锅炉配件铸后型芯砂和型芯骨也难以脱出。为克服 述困难,可在锅炉配件铸件上设计出适当的孔洞,以增加型芯头(如图5-25所示)。由于上述孔洞并非工作所需,仅是为便于铸造而设,故称工艺孔。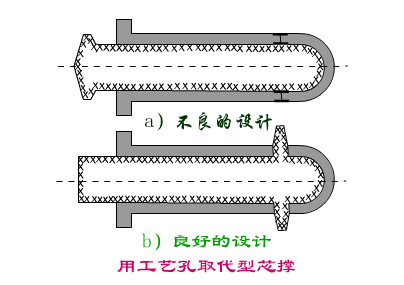
图5-25 用工艺孔取代型芯撑 3、铸件应有结构斜度
许多锅炉配件铸件在设计过程中,便可初步确定其分型面。在此前提下,应使垂直于分型面的不加工表面留有一定斜度,这种斜度称为结构斜度(如图5-26所示,a)无斜度、b)有斜度)
具有结构斜度的外壁,不仅使造型时便于起模,还可美化铸件的外观。具有结构斜度的内腔,有利于形成自带型芯,因此,在一定条件下可减少型芯的数量。
锅炉配件铸件结构斜度的大小,视铸件立壁的高度而不同,高度愈小,斜度愈大。
锅炉配件铸件的结构斜度与拔模斜度不同,前者直接在零件图上示出,且斜度值较大,主要用于不加工表面;后者是在设计和制造模型时,对于零件图上没有结构斜度的立壁给予很小的角度。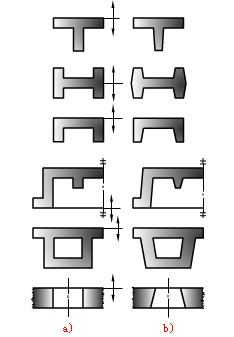
图5-26 结构斜度
- 产品推荐