


联系我们

聊城开发区洪祥铸造加工厂
手机:13061508319
邮箱:996994159@qq.com
地址:山东省聊城市李海务蔡庄
- 制造工艺
-
锅炉配件的砂型铸造工艺
发布时间:2014-10-01 15:13 来源:www.sdhxzzc.com锅炉配件的砂型铸造工艺
锅炉配件凝固成形的根本是将液态金属充填到与欲形成零件的形状和尺寸相适应的铸型空腔中,待其冷却凝固,以获得所需形状的零件或零件的毛坯。凝固成形的方法很多,常用的有:砂型铸造、金属型铸造、压力铸造、低压铸造、离心铸造和熔模铸造等。
锅炉配件铸造中砂型铸造是传统的、也是目前使用最普遍的凝固成形方法。它适用于各种形状、大小及各种合金铸件的生产。
1、锅炉配件的砂型铸造的基本步骤
为了获得健全的锅炉配件铸件、减少铸型制造的工作量、降低铸件成本,在锅炉配件砂型铸造的生产准备过程中,必须合理地制定出铸造工艺方案,并绘制出铸造工艺图。
锅炉配件铸造工艺图是在整体优势图上用各种工艺符号表示出铸造工艺方案的图形,其中包括:铸件的浇注位置、铸型分型面、型芯的数量、形状及其固定方法、加工余量、拔模斜度、收缩率、浇注系统、冒口、冷铁的尺寸和布置等。
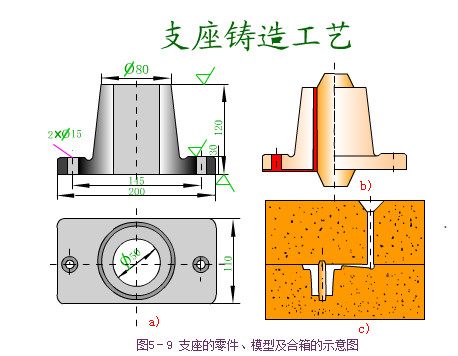
锅炉配件铸造工艺图是指导模型(芯盒)设计、生产准备、铸型制造和铸件检验的基本工艺文件。依据铸造工艺图,结合所选定的造型方法,便可绘制出模型图及合箱图。图5-9为支座的零件、模型及合箱的示意图。
在确定铸造工艺方案时,首先应考虑的是铸件的浇注位置及分型面。浇注位置是指金属浇注时铸件所处的空间位置;铸型分型面是指砂箱间的接触表面,它是制作铸型时从铸型中取出模型的位置。
浇注位置的选择原则为:
锅炉配件铸件的重要加工面或工作面应朝下或位于侧面,以避免产生气孔、夹渣等铸造缺陷。
锅炉配件铸件的大平面应尽量朝下,这是由于在浇注过程中金属液对型腔上表面有强烈的热幅射,铸型因急剧热膨胀和强度下降而拱起开裂,从而形成夹砂缺陷。
锅炉配件铸件的大部分薄壁部分应位于铸型下部或使其处于垂直或倾斜位置,以防止产生浇不足或冷隔缺陷。
锅炉配件铸件较厚部位应尽量放在分型面附近的上部或侧面,以便在该处安置冒口进行补缩。
铸型分型面的选择原则为:
锅炉配件应便于起模,使造型工艺简化。
锅炉配件铸造中应尽量使铸件的全部或大部置于同一铸型内,以保证锅炉配件铸件精度。
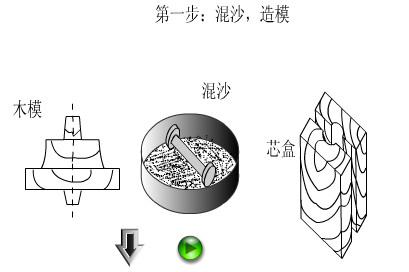
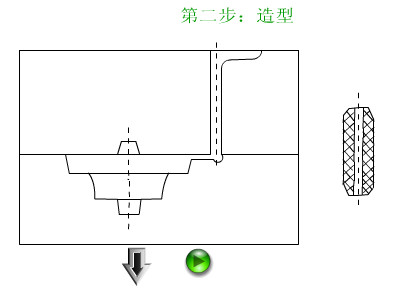
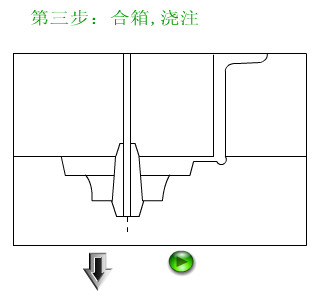
应尽量使型腔及主要型芯位于下箱。在确定某一铸件的铸造工艺时,必须抓主要矛盾,全面综合考虑,在确定了浇注位置及分型面后,还应确定锅炉配件铸件的机械加工余量、拔模斜度、铸件收缩率、浇注系统、被补缩冒口的位置及尺寸、型芯头尺寸等。整个铸造工艺确定后,砂型铸造的工艺过程如图5-10所示:
2、锅炉配件的造型和制芯材料
型砂芯砂是由原砂、粘结剂、水及其它附加物(如煤粉、重油、木屑等)经混制而成,根据粘结剂的种类不同,可分为粘土砂、水玻璃砂、树脂砂等。型砂的性能主要有强度、透气性、耐火度、退让性等。砂芯处于金属液体的包围之中,其工作条件较型砂更恶劣,因此对芯砂的性能要求比型砂高。
粘土砂
粘土砂用粘土(膨润土、高岭土等)作为粘结剂的型砂,价格便宜,回用方便,适用于要求不高的铸件。粘土砂根据浇注时的干燥情况分为湿型、表干型及干型三种。表干型和干型通常铸型强度较高,水分较低,适合于铸造一些大型复杂件。而一般生产中、小铸件则采用湿型。
水玻璃砂
水玻璃砂是用水玻璃作粘结剂的型(芯)砂,它的硬化过程主要是化学反应的结果,并可采用多种方法使之自行硬化,也称为化学硬化砂。与粘土砂相比,它有许多优点:型砂流动性好,易于紧实,劳动强度低;可简化造型(芯)工艺,缩短生产周期,提高生产率;可在铸型(芯)硬化后再起模及拆除芯盒,因此能得到尺寸精度高的铸型(芯);铸件缺陷少,内在质量高;车间的生产环境较好。但是水玻璃砂出砂性较差,旧砂回用较复杂。
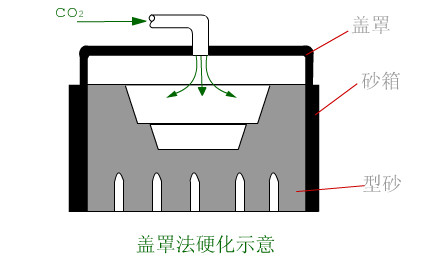
目前国内用于生产的化学硬化砂有:二氧化碳硬化水玻璃砂、硅酸二钙水玻璃砂、水玻璃石灰石砂等,其中二氧化碳硬化水玻璃砂用的最多。
水玻璃盖罩法硬化示意图如图5-11所示。
3、锅炉配件砂型铸造的特点
锅炉配件砂型铸造是适用面最广的一种凝固成形方法,它几乎适用于所有不同大小、结构的零部件生产。
从锅炉配件铸型的制造方法来分,砂型铸造可分为手工造型及机器造型两大类。手工造型组织生产灵活,所需设备投资低、对零件结构无特殊的工艺要求,所以广泛用于大量的中、小型铸造工厂,对于一些大型铸件,手工造型更是一种首选的造型方法。但手工的劳动强度较大、工人的操作技术要求较高,铸型的尺寸精度及质量也较差。而机器造型由于降低了工人劳动强度,提高了造型速度及铸型尺寸精度和质量,因而特别适合大型铸造工厂的连续化、大批量生产。
从锅炉配件凝固的角度出发,由于砂型的导热系数较低,因此液态金属在砂型中的凝固速度较慢,特别是对一些壁厚较大的铸件,导致了铸件内部晶粒粗大,易于产生组织及成分的偏析等,从而降低了材料的力学性能及性能的均一性。另一方面,砂型铸造生产的锅炉配件铸件的表面粗糙度Ra较其它凝固成形方法高,约在 12.5~400μm范围内。
- 产品推荐