


联系我们

聊城开发区洪祥铸造加工厂
手机:13061508319
邮箱:996994159@qq.com
地址:山东省聊城市李海务蔡庄
- 制造工艺
-
锅炉配件铸造厂:详解砂型铸造(五)
发布时间:2014-11-16 14:17 来源:锅炉配件铸造厂锅炉配件砂型铸造是在制造中最广泛使用的金属铸造工艺。 几乎所有的金属铸件可以砂型铸造。 砂铸件从很小到非常大的范围的大小。 在现代工业中通过砂型铸造工艺制造的产品的一些实例是发动机座,机床碱,汽缸盖,泵外壳和阀门,仅举几例。
山东鸿翔锅炉配件铸造厂(原聊城开发区洪祥铸造厂)是以锅炉配件为主营产品的铸造厂家,有二十多年的铸造经验,拥有先进的铸造机器,长期为国内多家企业铸造所需零配件。产品类型有:铸铁件、铸铝件、铸铜件、铸钢件。所有产品均可根据客户的不同要求进行定做加工。鸿翔锅炉配件铸造厂以严格的质量管理、优质的产品质量、完善的售后服务、双赢的销售价格、让客户称心满意!
沙:
砂:岩石在很长一段时间的解体的产品。
最砂型铸造操作使用石英砂( 二氧化硅 )。 砂生产应用的一大优势是,沙低廉。砂的另一个优点是制造的产品由金属铸造工艺,是沙是在高温环境非常耐。 事实上,砂型铸造是一种可用于金属具有高的熔融温度,如钢,镍,钛等的几个过程之一。 通常用于制造铸型的铸造工艺砂是由水和粘土的混合物保持在一起。 体积典型的混合物可能是89%的沙子,4%的水,7%的粘土。 的砂的特性的各个方面的控制是至关重要的,当制造份砂铸,所以砂实验室通常是附着在铸造。
使用粘结剂砂型铸造:
所述的模具必须具有物理完整性,以保持它的形状在整个铸造过程。 出于这个原因,在砂型铸造,砂必须包含某种类型的粘结剂,其作用是保持砂粒在一起。 克莱酒店在砂型铸造生产过程中的主要目的,作为结合剂,坚持型砂在一起。 在制造业的其它试剂可用于一起粘结型砂代替粘土。 有机树脂(如酚醛树脂),和无机粘接剂(如磷酸盐和硅酸钠),也可以被用来保持砂一起。 除了沙和粘接剂,沙混合物来创建该金属铸模内,有时会具有添加到其中,以提高模具性能的其它成分。
沙类型用于砂型铸造:
有在砂型铸造的制造过程中使用两种类型的沙子。
自然Bonded-天然砂是比较便宜,但它包括有机杂质减少砂混合物的熔化温度为铸件,降低结合强度,并要求较高的水分含量。
合成砂岩合成砂混合在制造实验室开始用纯的(SiO 2)的砂基。 在这种情况下,该组合物可以更精确地控制,这赋予了型砂混合物具有较高的生坯强度,更透气性,和更高的耐火强度。 由于这些原因,合成砂主要是优选的砂模铸造制造。
属性的砂型铸造混合物:
类型和粘合剂及其它助剂内容:
如所提到的,控制型砂粘结剂和其它添加剂的类型和内容的关键是控制该铸造模具砂混合物的性能。
含水率:
水分含量会影响混合物的其它性能,如强度和透气性。 过多的水分会导致蒸汽泡在金属铸造包埋进行。
粒度:
此属性表示砂的单个颗粒的尺寸。
塑造粒的:
基于它们的圆是此属性的计算砂的单个晶粒的形状。 据说较少圆形颗粒要更加不规则 。
强度:
强度的解释是,在砂型铸造混合物的机械应力在砂型铸造过程所施加的条件下保持其几何形状的能力。
透气性:
砂模的过程中的砂型铸造工艺,以允许空气,气体和蒸汽的逸出的能力。
湿陷性:
砂混合物的能力受力坍塌。 陷是在这种类型的铸造制造的一个非常重要的性质。 模具的溃散将使金属铸造过程中的过程的凝固相收缩自如。 如果型砂不能折叠充分的铸件的收缩 ,热裂或裂纹会发展到铸造。
流动性:
砂混合物的流过并填砂模铸造图案在制造过程中的印象使得相位的能力,进行更详细的铸造更多的流动性是有用的。
耐火强度:
期间在砂型铸造生产中熔融金属的浇注,砂混合物在模具中必须不熔化,燃烧,裂缝,或烧结。 耐火材料的强度是模具砂混合物的承受极端温度的水平的能力。
可重用性:
模砂混合物的能力可以重复使用以产生其它砂铸件在随后的制造操作。
当规划一个特别铸造的制造,记得砂型铸造模混合的一些性质互相矛盾。 通常需要在不同的性能折衷来实现的折衷,它提供一砂铸型混合物具有适当性能的特定部分与铸造应用。 有一些东西制造过程中选择一个砂的混合物时,需要考虑。 小晶粒尺寸提高模具强度,但大粒径更可渗透的。 从颗粒的不规则形状制成砂型铸造模具往往是由于晶粒互锁更强,但圆颗粒提供更好的表面光洁度。 砂型铸造模混合更陷少的实力,砂型铸造混合物更多的力量少溃散。
砂处理的金属铸造操作:
如果砂正在从以前的砂型铸造的制造过程重复使用,肿块应粉碎,然后所有的颗粒和金属颗粒的去除,(一个磁场可以被用于帮助本)。 所有的沙子和成分进行筛选。在工业实践中摇床,旋转屏幕,或振动筛,被用在这个过程中。 然后连续螺杆混合器或研磨机用于均匀地混合的砂。
霉菌种类用于砂型铸造:
绿砂模:
甲湿砂型是在砂型铸造制造很典型,它是简单和容易做,沙子,粘土和水的混合物中。 术语绿色指这样的事实,该模具将包含在铸造的浇注水分。
制造业的考虑和绿砂模性质:
具有足够的强度对于大多数砂型铸造应用
良好的溃散
良好的透气性
良好的可重用性
最便宜的砂模铸造的制造过程中使用的模具的
水分在沙可导致在一些铸件缺陷,取决于在砂铸造中金属的类型和零件的几何形状来浇铸。
干砂型:
干砂模被烘烤的烘箱中,(在300°F - 650°F为8-48小时),前向砂型铸造操作中,以干燥的模具。 该干燥加强模具,并变硬其内部表面上。 干砂型使用有机粘合剂,而不是粘土制成。
制造业的考虑和干砂模性质:
砂铸件更好的尺寸精度比绿砂模
砂铸件比绿砂模更好的表面光洁度
比绿砂生产更昂贵的制造工艺
铸件制造生产速度降低,由于干燥时间
模具变形较大,(在模具制造)
金属铸造更容易受到热裂,因为模具的下陷
干砂型铸造一般仅限于中型和大型铸件的制造
皮肤干燥的模具:
当砂由皮肤干燥模铸造过程的一部分的湿砂型的情况下,其模腔表面干燥至0.5的深度 - 1英寸。 干燥是制造过程的一部分,并且是通过利用火炬,加热灯或某些其它装置,如它在空气中干燥来实现的。
生产注意事项和皮肤发干性能模具:
干砂型的铸造零件的尺寸和表面光洁度的优势被部分实现
没有大的烤箱是必要的
特殊键合材料必须被添加到该砂混合物,以加强所述模腔表面
冷固化流程:
在工业砂铸造生产中,可以使用比那些在砂模的上述分类中使用的其他有时非传统的粘合剂。 这些粘合剂可以由各种各样的东西,如合成的液态树脂。 常规铸造的粘合剂需要热时用砂,化学键合在室温下混合来固化,同时这些。 因此,长期的冷固化过程。 技术先进,这些相对较新的砂型铸造工艺都在不断增长的制造业。 而比绿砂模比较贵,冷固化工艺提供铸件的尺寸精度良好,并且具有高的生产应用。
模具设定为砂型铸造:
砂模制造的设置包括使用图案来创建的部分的印象是砂型铸造模具内,去除的图案,放置核,(如果需要),和内建立一个浇注系统模具中。 模具的安装程序中详细介绍在金属铸造工艺 。 模具设定,如一个在图6中可以是典型的砂型铸造生产操作。
格局:
一些不同类型的模式也可以在砂型铸造过程中使用。
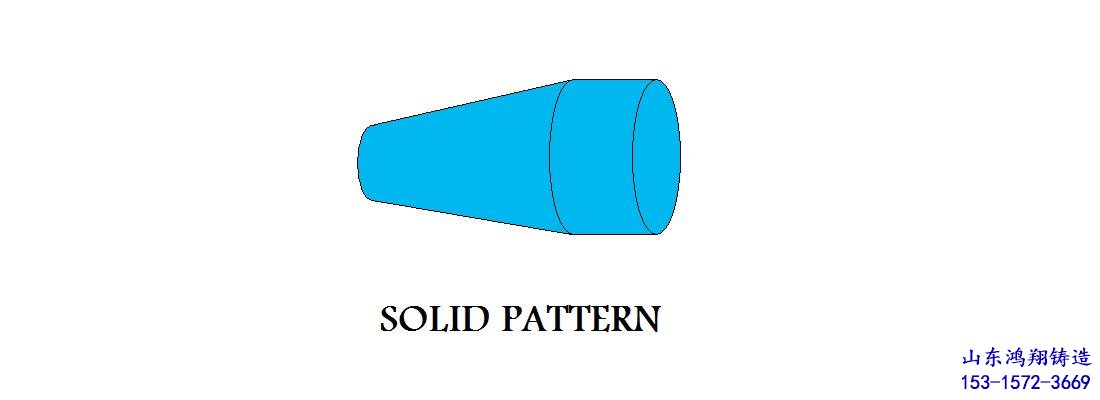
实型:
这是一个单件图案表示铸件的几何形状。 它是一个简单的图案来制造,但确定砂箱之间的分割线是用于铸造工人更加困难。
图:23
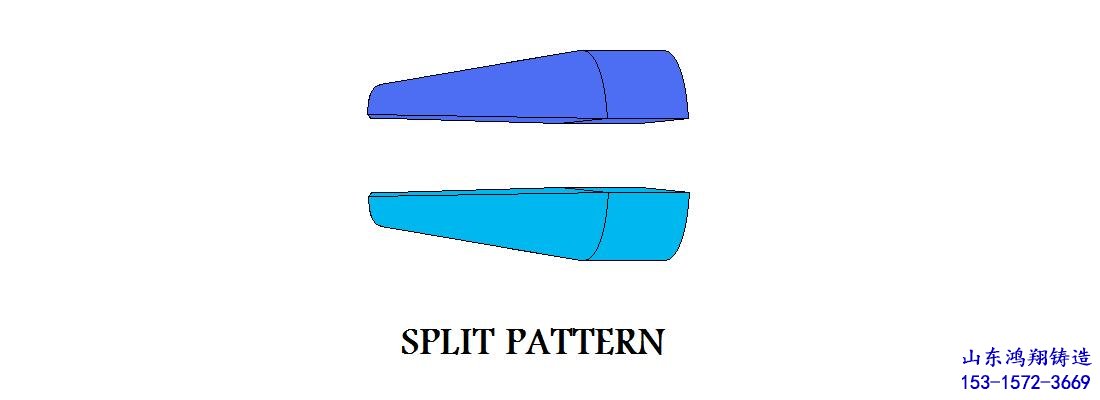
拆分模式:
分割图案是由,当放在一起将代表铸件的几何两个独立的部分。 当放置在模具中正确地在该两个部件组装的平面应与模具的分型线重合。 这可以更容易地制造具有更复杂的几何形状的图案。 还模具设置更容易,因为相对于模具的分型线的图案放置是预定的。
图:24
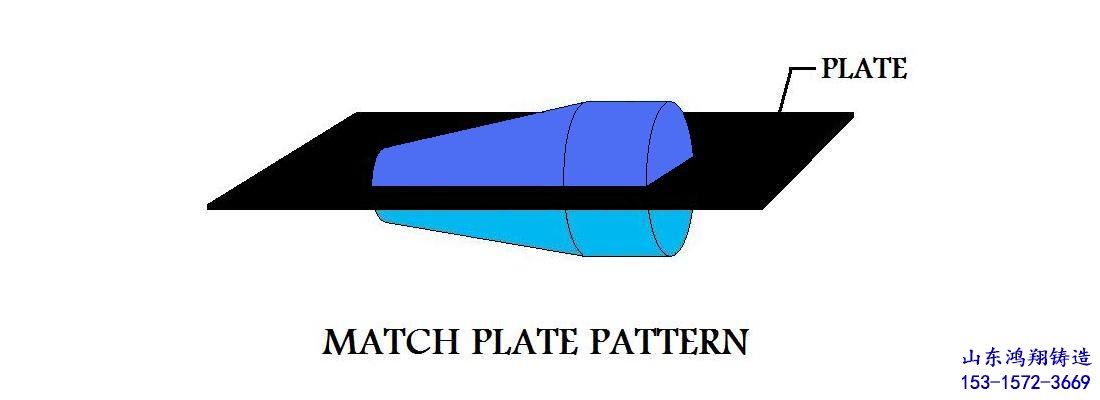
双面模板模式:
该双面模板图案通常用于高生产工业运行用于砂型铸造制造。 A匹配板图案是一个两件式图案代表铸造,在分割线分割,类似分割图案。 在该双面模板图案,但是,每一个部件都安装在一个板上。 该板块走到一起组装模式的砂型铸造工艺。 该双面模板图案更精通并使得在模具中快速而准确的图案对准。
图:25
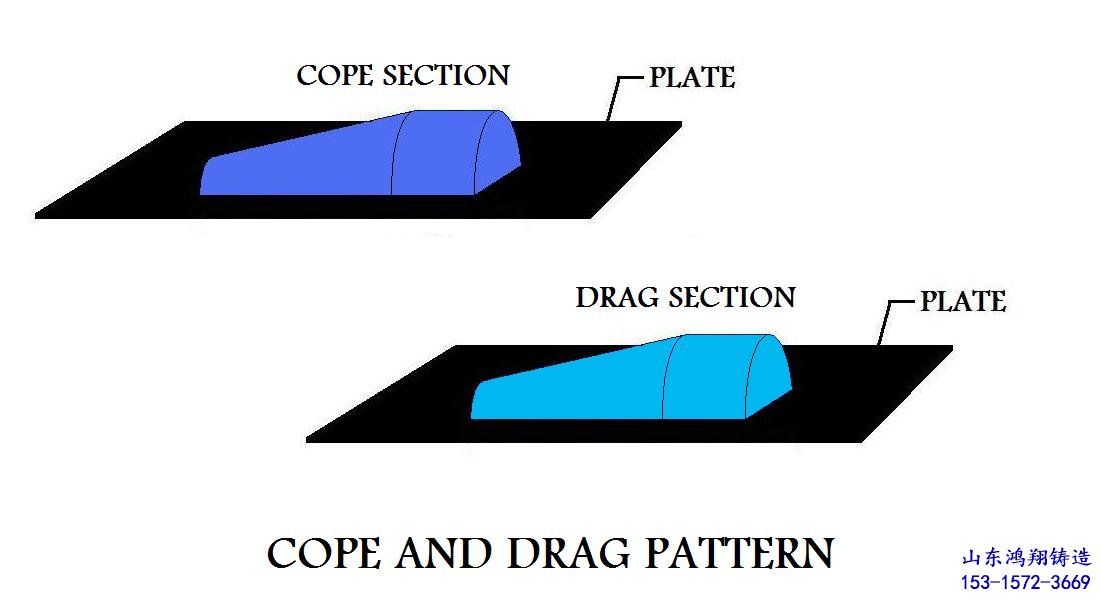
砂箱模式:
该上下图案也是典型的砂型铸造工艺的高产量工业运行。 该上下图案是相同的,因为它是一个两件式图案表示铸造,并在分割线分割双面模板图案。 每两个半部被安装在一板的图案与模具容易对准。 该上下图案和双面模板图案之间的差别在于,在该双面模板图案的两半安装在一起,其中,在该上下模的两半是分开的。 该上下图案使模具的上型箱部分,并需要单独创建的模具的型箱部分和后面的砂型铸造的浇注之前组装。
图:26
在工业砂铸造处理的门控系统,(未示出),通常被掺入作为模式的一部分,特别是对于一个砂箱模式。 图案可以由不同材料制成,并且该图案的几何形状,必须进行调整收缩,机械抛光,和失真。 模式基本涵盖了详细的图案部分。
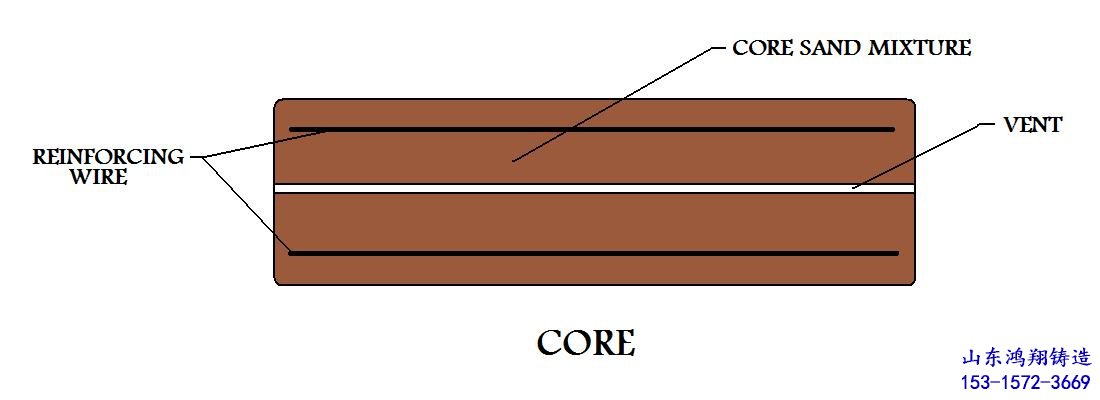
核心:
芯形成铸件的内部几何形状。 芯被放置在模具中,并在砂模铸造工艺的浇注阶段留在那里。 金属铸件将固化在芯周围。 核心基础知识详细介绍了核心部分。 铁心是由最高质量的沙子,并有可能在砂型铸造操作过程中的极端条件。 核心必须坚强,必须渗透; 还,由于金属铸件会收缩到芯,芯必须具有足够的溃散。 有时增强材料将被放置在一个砂芯铸造,以提高强度。 所述芯可以有通风口。制造以利于除去气体。
图:27
砂型铸造操作:
砂型铸造操作涉及的熔融金属的浇注成砂型,在模具内浇铸的凝固,并除去铸件。在铸造操作中详细介绍了关于金属铸造操作页面。
特别感兴趣的砂型铸造的是; 铸件的凝固过程中通过特定的砂模混合物的效果和散热效果,液态金属在铸模的完整性的流动的效果,(铸型砂混合物的属性和粘合剂的问题),并逸出的气体通过该混合物。 砂通常具有能够承受非常高的温度水平的能力,并且通常允许气体逸出的很好。 与砂型铸造生产允许创建铸件复杂几何形状。砂型铸造制造,但是,只赋予的尺寸精度相当数量的铸造部件。
后的砂型铸造是从砂模中它被摇动出除去,所有的型砂否则从铸件去除,浇注系统被切断的部分。 则部分可进行进一步的制造工艺,如热处理,机械加工,和/或金属形成。 检查总是进行对成品部件,以评估其制造的有效性和满意度。
山东鸿翔锅炉配件铸造厂(原聊城开发区洪祥铸造厂)是以锅炉配件为主营产品的铸造厂家,有二十多年的铸造经验,拥有先进的铸造机器,长期为国内多家企业铸造所需零配件。产品类型有:铸铁件、铸铝件、铸铜件、铸钢件。所有产品均可根据客户的不同要求进行定做加工。鸿翔锅炉配件铸造厂以严格的质量管理、优质的产品质量、完善的售后服务、双赢的销售价格、让客户称心满意!
- 产品推荐